3D Printing
Notes, settings, experiments, materials, and workflows related to 3D printing and fabrication.
- 3D Printing Projects
- 3D Models - Christmas
- 3D Models: Household
- BambuLab Honeycomb Replacement Spools
- Gridfinity
- High Performance Spool Desiccant Container Holder
- P2S Toolbox XL with
- Rummikub - Rummy
- Gridfinity Alex BasePlates Layout
- 3D Model Template
- Ultimate Angles - Winkel - Angles Collections
- 3D Printing Bookmarks
- 1000 Stunden 3D-Druck: Meine wichtigsten Erkenntnisse
- Trockengel - Silikat Gel - Silica Gel
- Auswahl der richtigen Druckausrichtung für stärkere FDM-Teile
- Wie man Kieselgel (Silica gel) / Kieselsäuretrocknungsmittel (silica desiccants) trocknet
- Clever 3D-Generator for 3D-Printing
- PS2 Enhancements
- P2S Improvements
- BambuLab P2S Riser - AMS Flipper (tilt-able)
- AMS 2 Pro Dry Pods - Silica Containers
- Favorite Links into the Forum and the Wiki
- ASA Settings
- Good YouTube Channels to watch
- Printing TPU on Bambu Lab P2S
- Filaments Ordered
- Drying Solutions
- Tisch und Aufbewahrung für 3D Drucker
3D Printing Projects
3D Models - Christmas
3D Models we liked so far
3D Models: Household
3D Models for the house. Small helpers, hooks, cups, containers, etc.
Spoon for Fast & Precise Spooning
https://makerworld.com/en/models/16458-spoon-for-fast-precise-spooning?from=search#profileId-15285

Optimized Bed Scraper
https://makerworld.com/en/models/231936-optimized-bed-scraper#profileId-248951

Bed Sraper XL with replaceable blade
https://makerworld.com/en/models/413220-bed-scraper-xl#profileId-374905

Auto-locking Hanger - Gravity Towel Hook - Ribbed
Nice and easy print. Just use the profile provided. Works great in PLA

BambuLab Honeycomb Replacement Spools
Gridfinity
This is how i want more or less layout my Alex cabinet.
These are pictures of other peoples alex drawers. Saved them here for inspiration

From https://www.printables.com/model/968831-ikea-alex-gridfinity-cable-bins-more-variants

From https://www.printables.com/model/851730-ikea-alex-gridfinity-cable-bins/
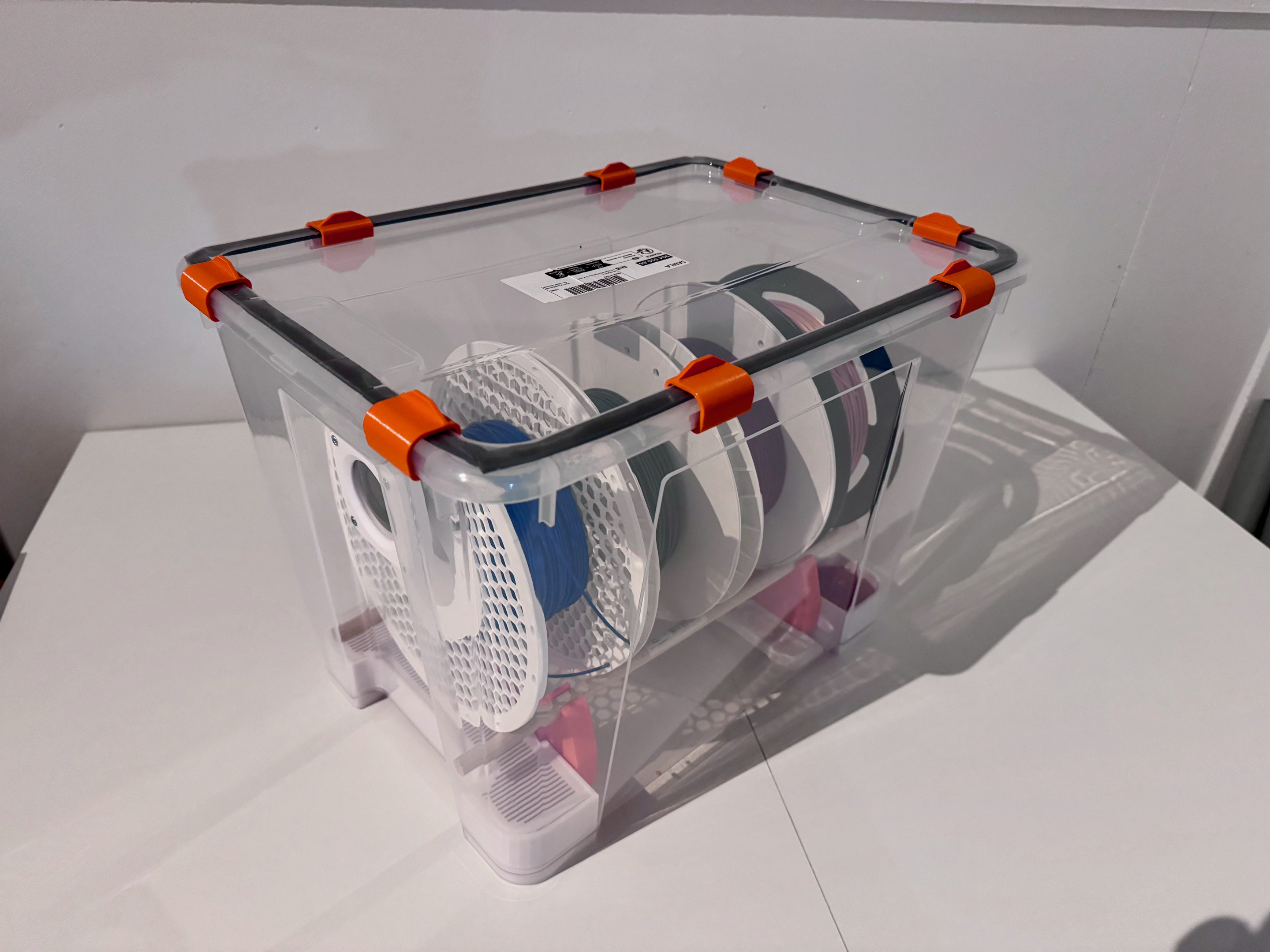
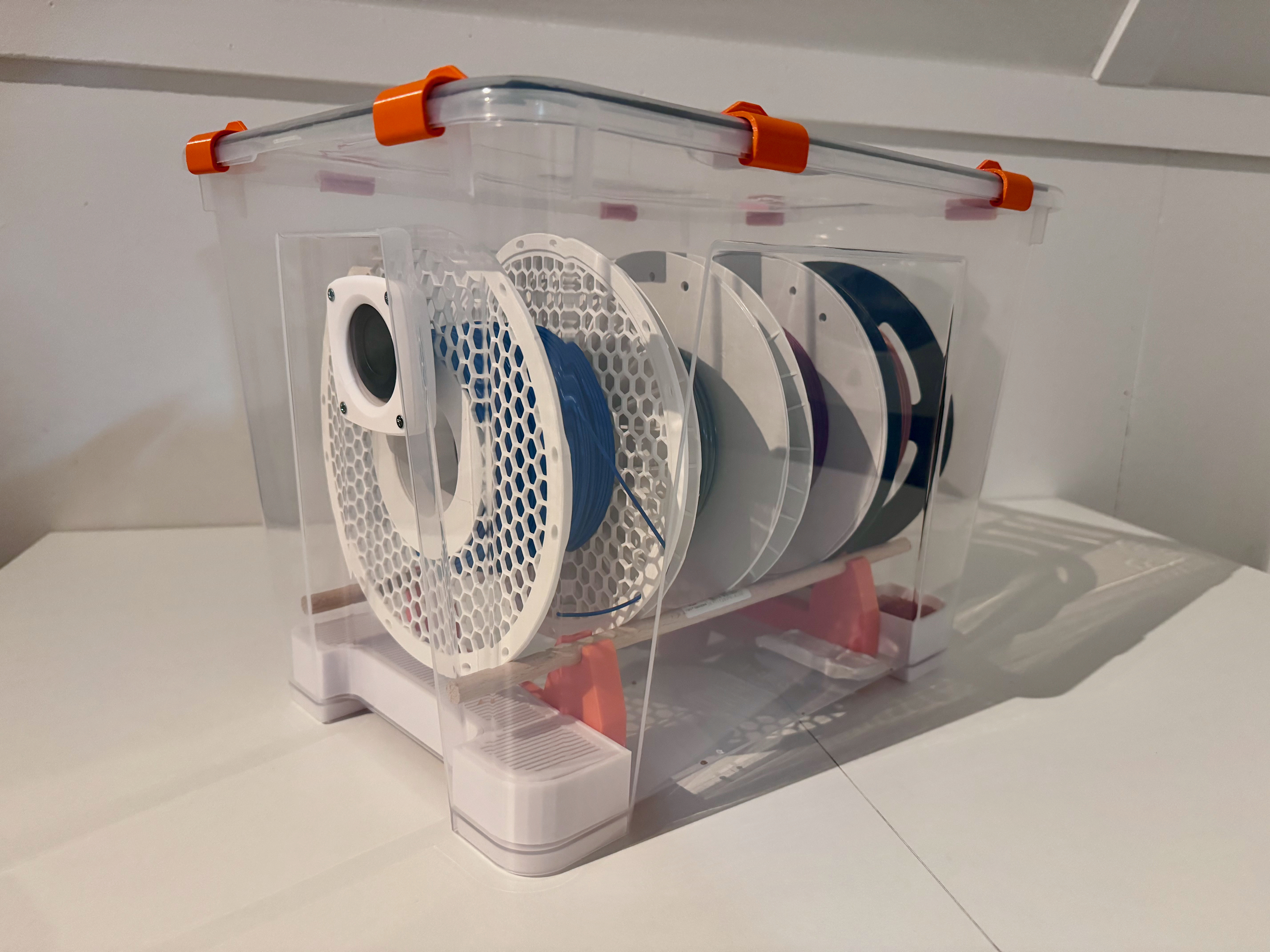
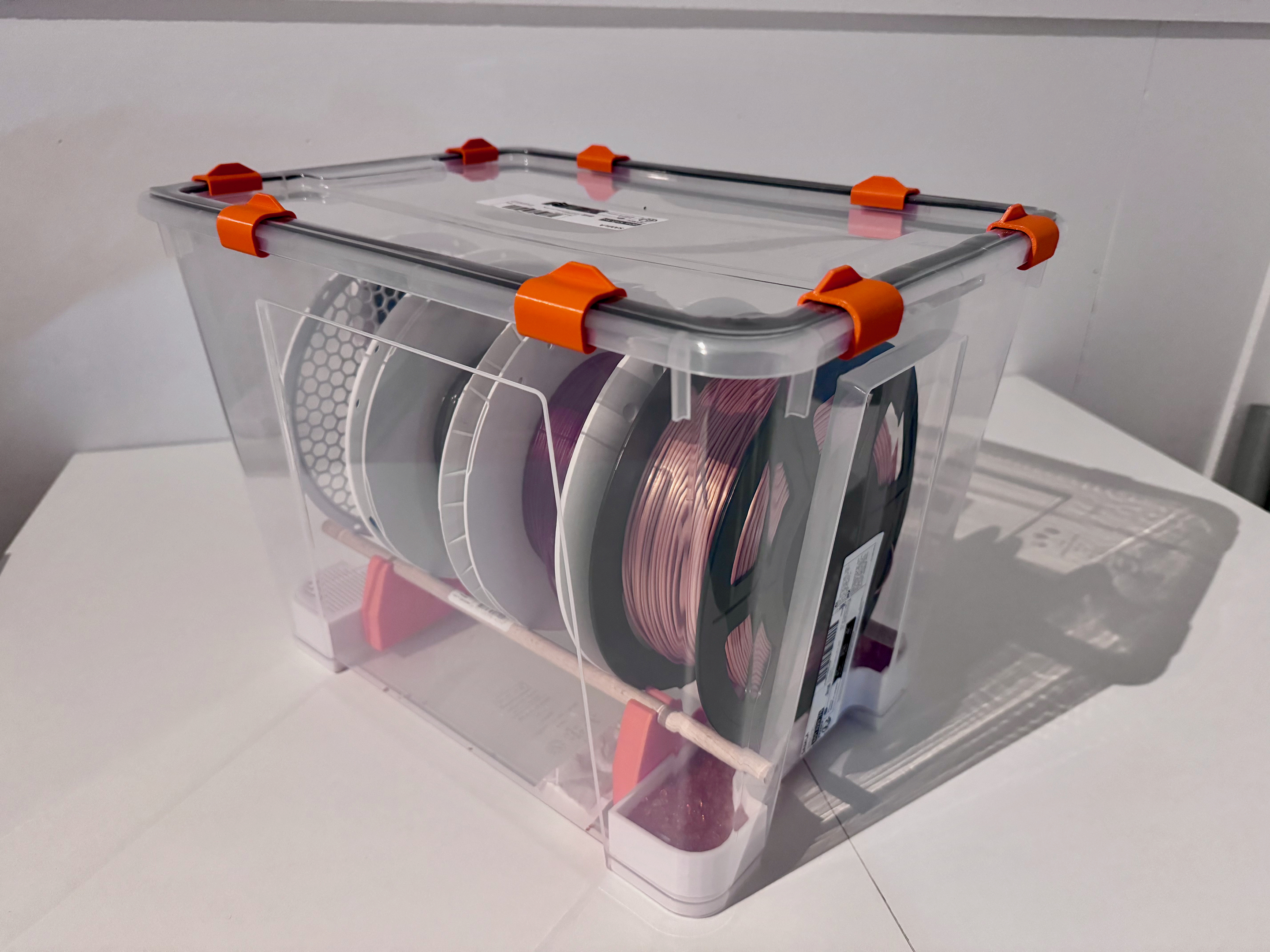
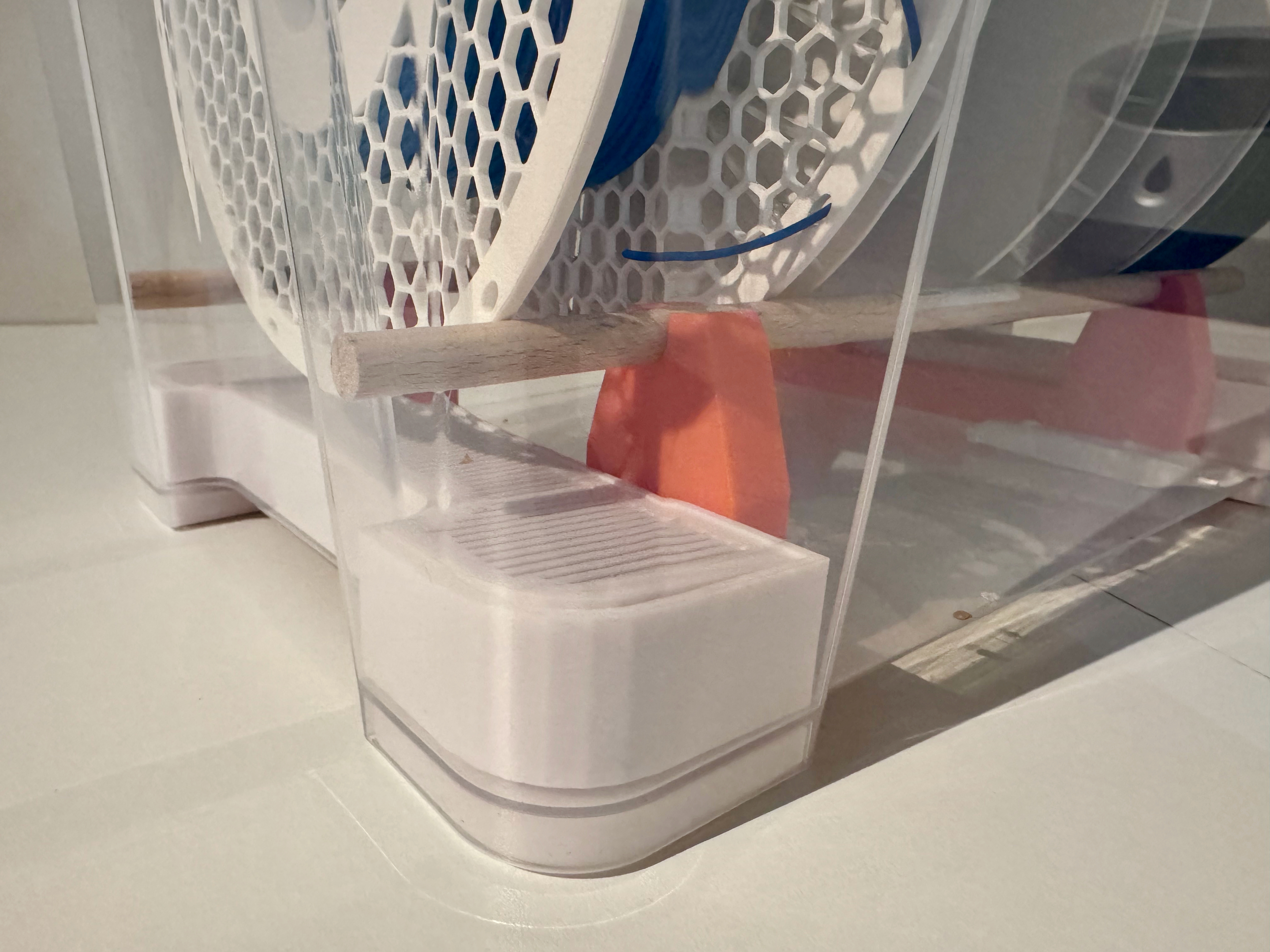
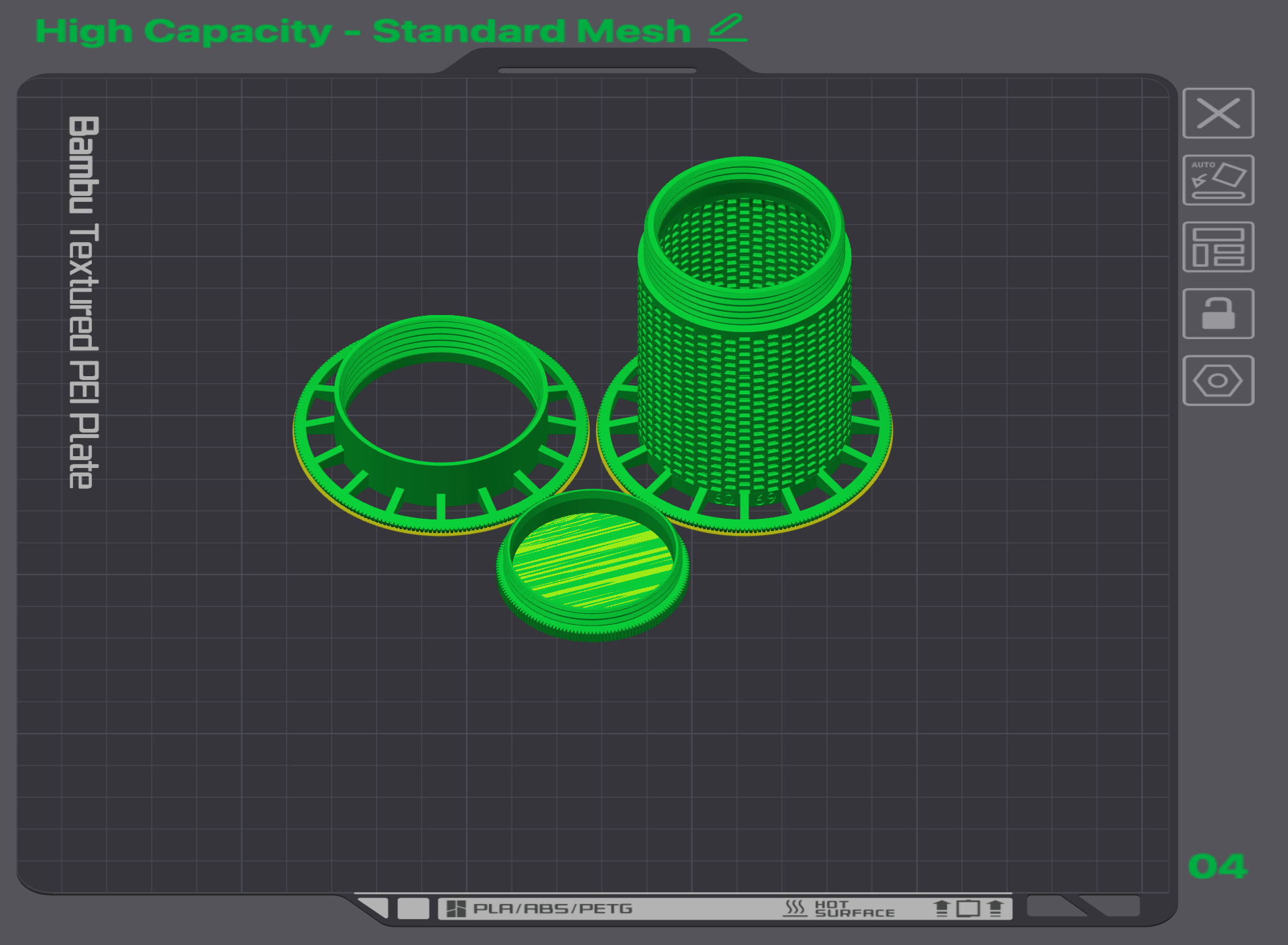
High Performance Spool Desiccant Container Holder
Das ist wirklich schön geworden. Und ich kann diesen Behälter sehr empfehlen Gedruckt in PETG-Grün mit dem GENERIC PETG-Profil bei 250 Grad mit 70 Grad Betttemperaturen. Dauert einen längeren Timer, aber es lohnt sich. Robust, zuverlässig und sehr einfach zu drucken. Keine Unterstützung erforderlich. Die Threads sind hervorragend! Ich habe nicht erwartet, dass sie so glatt sind. Der kleine Deckel im Inneren sehr schön, super schöne Toleranzen, sehr gut gedruckt, hat gerimmte Linien, griffig. Und der Außenring kann auch sehr schön und einfach angelegt werden, reibungsarmer Fadenpass. Perfekt! NUR EINE SACHE! Wenn ich das Druckprofil von der Maker-World-Website verwende, würde ich die BOTTOM SHELL LAYERS auf VIER (4) einstellen. Um ein etwas stabileres Netz zu erhalten.
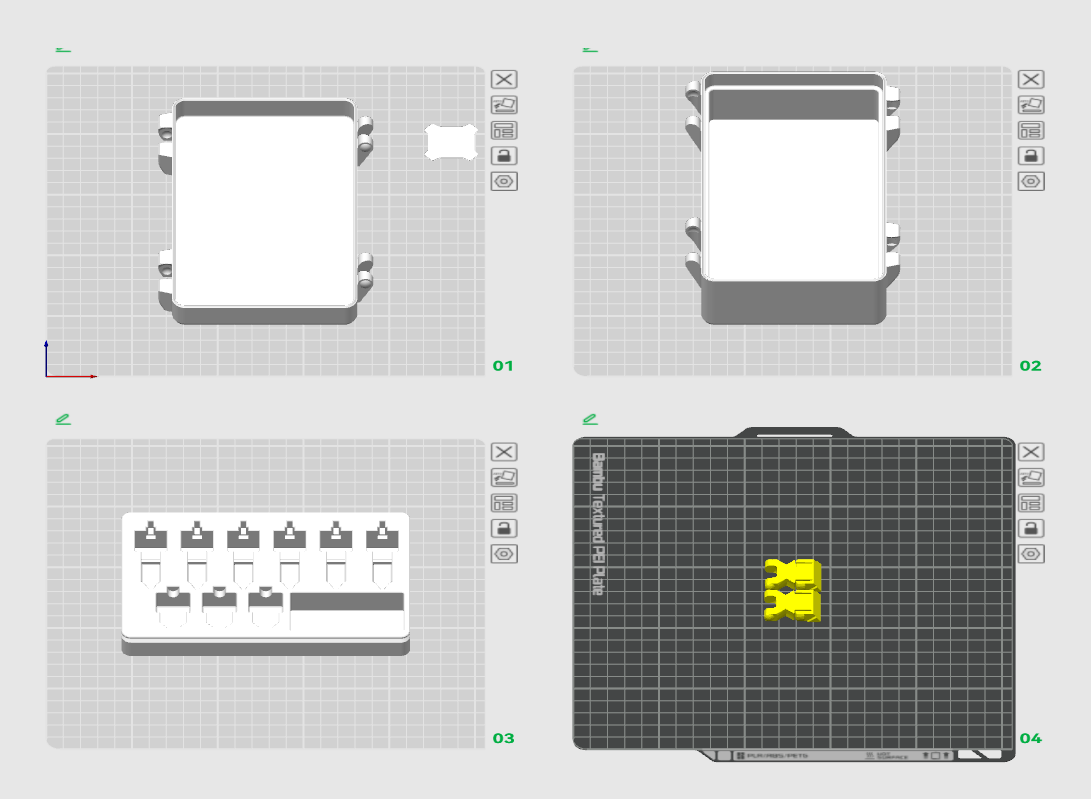
P2S Toolbox XL with
This toolbox from Lars Melzer is realy nice. I had to modify it a little bit so I could print it with a 0.6mm nozzle. While doing that, increasing objects heights etc, I also made the bambulab logo a bit smaller and aligned it with the P2S Toolbox text.
Original:
There are many boxes for printer accessories - but this one is mine 😁
The H2D / H2S / P2S XL tool and accessory box combines modern design with maximum functionality. It offers a clever solution for neat and stylish storage of the included tools, small parts, and accessories.
There is space for the accessories in their original blister packaging, which comes with the H2D / H2S / P2S. Additionally, I have a layer for six hotends, three silicone socks, and an extra small compartment.
My version is available here as an attachment.
P2S+Toolbox+XL+multiple+print+plates+for+0_6mm+nozzle.zip
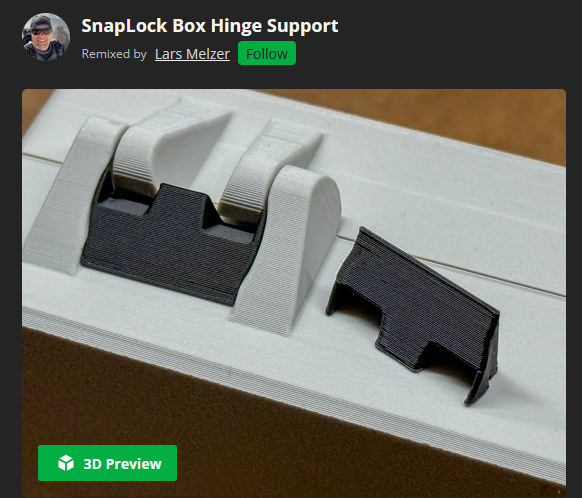
Improvement
Maybe I should print a pair of these???
https://makerworld.com/en/models/1985690-snaplock-box-hinge-support#profileId-2136577
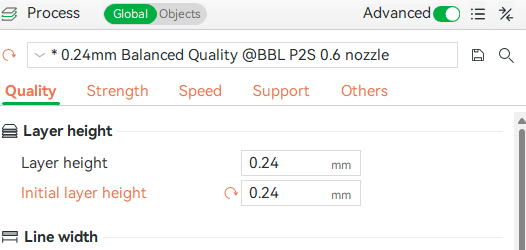
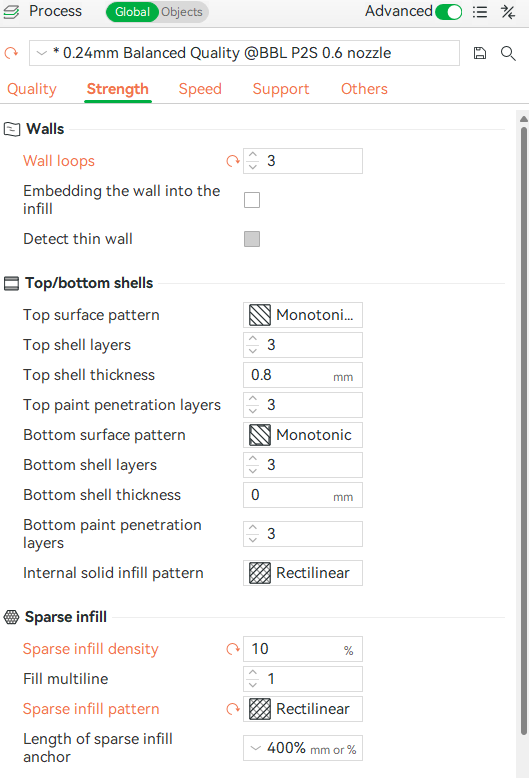
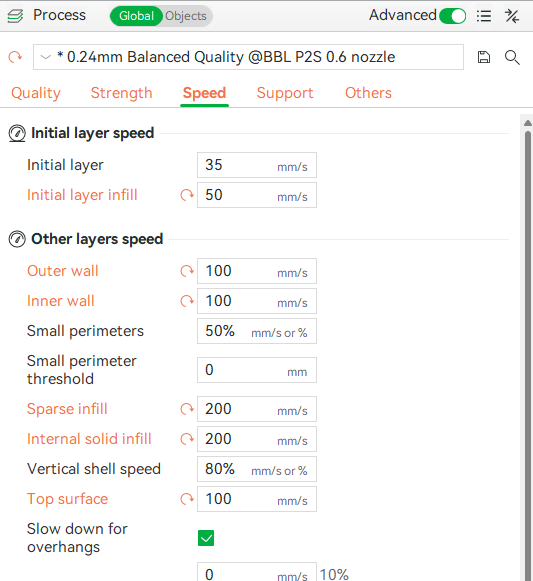
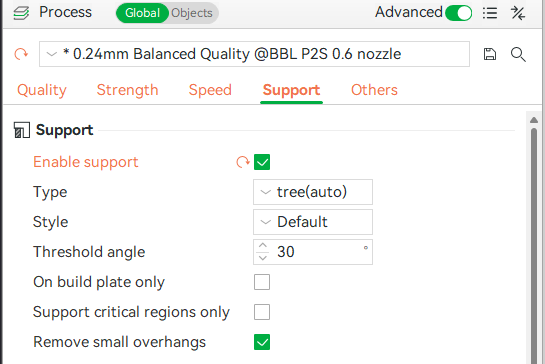
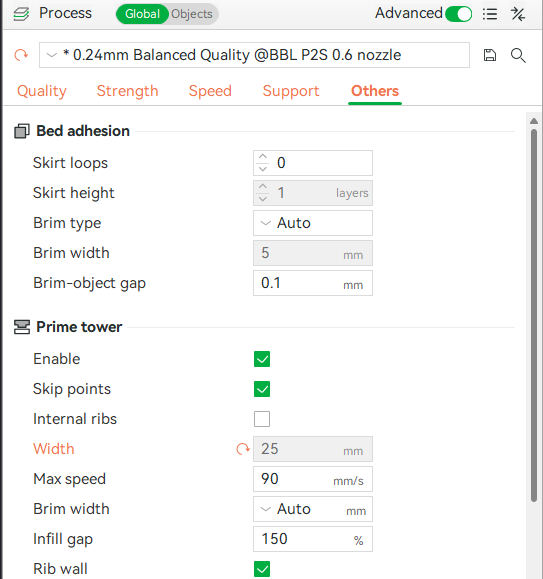
Changes to the print profile
Things not visible have not been changed
Quality
Strength
Speed
Support
Others
Rummikub - Rummy
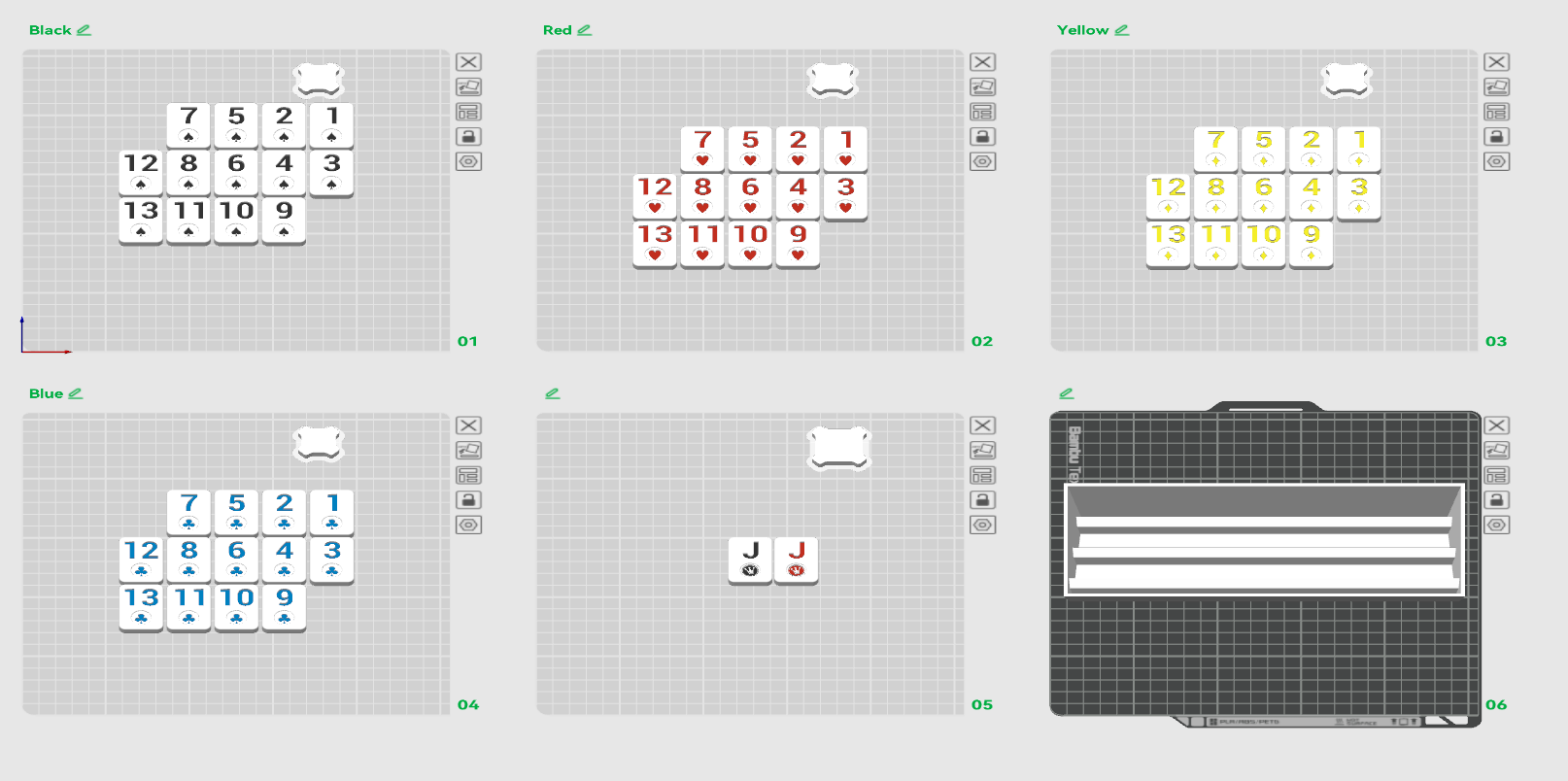
Printing tiles and shelves for a Rummikub Game or Rummy game.
Printing the tiles from this Author here: https://makerworld.com/en/models/1673993-rummy-o-tiles?from=search#profileId-1772693
I will probably add this case here as well Customizable Sliding Lid Box (Parametric Box) or I am opting in for one of those customizable click-lock cases I printed for Uno and my p2S Toolbox and such.
This is a nice rack if you look for one too
https://makerworld.com/en/models/100060-rack-rummy-o
Filaments Used
- WHITE: PolyMaker PolyTerra Cotton White
- BlacK: PolyMaker PolyTerra PLA Charcoal Black
- Red: PolyMaker PolyTerra PLA Lava Red
- Yellow: 3DJake ecoPLA Yellow
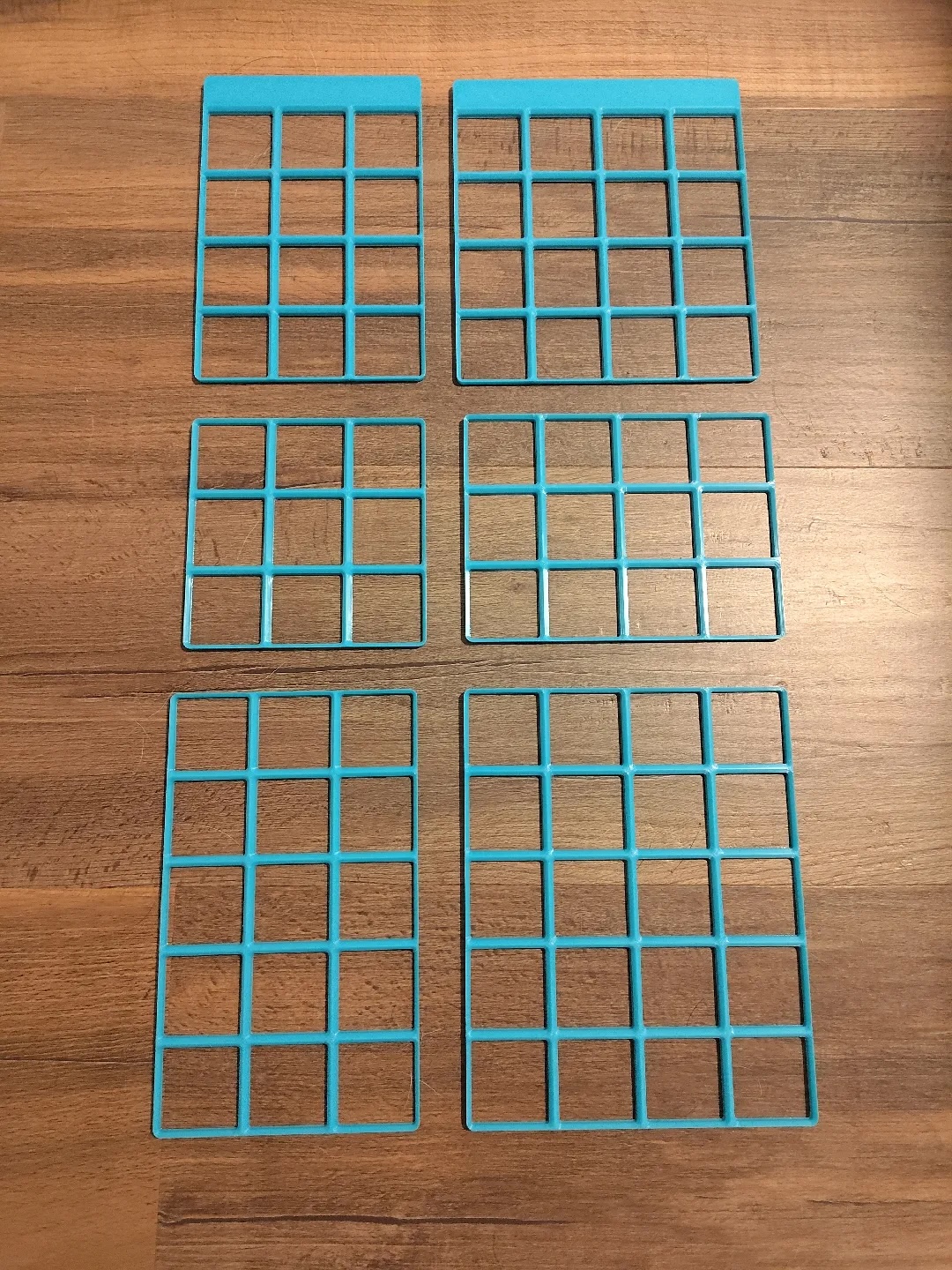
Gridfinity Alex BasePlates Layout
The layout of the Alex drawers are 12x7 tiles.
Printlist can be:
- 3x = 4x4
- 3x = 3x4
or
- a 1x = 4x5
- b 1x = 3x5
- c 2x = 3x4
- d 1x = 3x3
- e 1x = 4x4
3D Model Template
Title:
Link:
Image:
Ultimate Angles - Winkel - Angles Collections
Ultimate brackets collection

https://makerworld.com/en/models/161705-ultimate-brackets-collection#profileId-182405
3D Printing Bookmarks
Eine Liste von Kanälen und Websites rund um den 3D-Druck
Makerworld Empfehlungen
PorovozBoris: https://makerworld.com/en/@PorovozBoris/upload - Hat sehr viele Minecraft inspirierte Modell erstellt. Ziemlich cooles Zeug.
Ellis' Print Tuning Guide
- https://ellis3dp.com/Print-Tuning-Guide/
- https://ellis3dp.com/Print-Tuning-Guide/articles/cooling_and_layer_times.html
1000 Stunden 3D-Druck: Meine wichtigsten Erkenntnisse
Hier ist die Übersetzung in die deutsche „Du-Form“, passend zum Stil des vorherigen Textes:
Übersicht
Diese Seite fasst die wichtigsten Erkenntnisse aus über 1000 Stunden 3D-Druck-Erfahrung zusammen. Der Fokus liegt auf typischen Fallstricken, essenziellen Best Practices und realistischen Erwartungen bei der Arbeit mit modernen Druckern wie dem Bambu Lab A1.
Die Anleitung ist weitestgehend plattformunabhängig, wobei sich einige Anmerkungen auf spezifische Funktionen von Bambu Lab beziehen.
1. Lass die Bauplatte abkühlen
Wenn du Drucke entfernst, während die Platte noch warm ist, können sich lange, dünne Objekte verbiegen oder verziehen. Eine abgekühlte Platte gibt die Teile leichter frei und verhindert dauerhafte Verformungen.
Tipps:
- Hebe die abnehmbare Platte leicht an, um sie von unten zu kühlen.
- Nutze einen kleinen Ventilator, um den Vorgang zu beschleunigen.
- Die meisten Drucke lösen sich von selbst mit einem „Plopp“, sobald die Platte Zimmertemperatur erreicht hat.
2. Nutze Spachtel mit Vorsicht
Metallspachtel können PEI-Oberflächen beschädigen, wenn sie in einem zu steilen Winkel angesetzt werden.
Empfehlung: Nutze immer den flachst möglichen Winkel. Falls nötig, drucke dir Spachtel-Führungen (Scraper Guides), um einen sicheren Ansatz zu gewährleisten und die Oberfläche zu schützen.
Einige Spachtel, die ich selbst genutzt und für gut befunden habe:
3. Brich fehlgeschlagene Objekte einzeln ab
Bambu-Drucker ermöglichen es dir, einzelne Objekte während des Drucks zu überspringen, falls nur bestimmte Teile fehlschlagen.
So geht’s: In der Bambu Handy App → Skip Object → wähle die fehlerhaften Modelle aus. Das rettet den Rest des Drucks und reduziert Zeit- und Materialverschwendung.
4. Vermeide es, die Bauplatte zu berühren
Hautfette verringern die Haftung massiv. Falls Haftungsprobleme auftreten, wasche die Platte mit einfachem Spülmittel, spüle sie gründlich ab und lass sie trocknen, ohne die Oberfläche dabei zu berühren.
5. Schmiermittel-Beutel richtig öffnen
Die Schmiermittel-Tuben/Beutel, die mit manchen Druckern geliefert werden, haben oft eine Schutzkappe. Entferne diese Kappe, bevor du den Beutel aufschneidest, um nicht versehentlich durch beide Schichten zu schneiden.
6. Geduld bei der Druckgeschwindigkeit
Höhere Geschwindigkeiten (z. B. „Sport“- oder „Ludicrous“-Modus) können Fehler verursachen, besonders bei empfindlichen Materialien wie PETG.
- PLA verträgt hohe Geschwindigkeiten recht gut.
- PETG und andere technische Materialien benötigen oft konservativere, langsamere Einstellungen.
7. Trockne dein Filament
Feuchtigkeit ist eine der Hauptursachen für Schichtfehler, Stringing (Fadenbildung) und Oberflächenprobleme.
Das Wichtigste:
- Sogar PLA profitiert vom Trocknen.
- PETG schlägt oft fehl, wenn es direkt aus einer feuchten Umgebung gedruckt wird.
- Nutze einen Filament-Trockner und lagere Spulen mit Trockenmittel (Desiccant).
- Ein Hygrometer hilft dir, die Luftfeuchtigkeit bei der Lagerung zu überwachen.
- Beim P2S oder anderen neuen BambuLab Druckern kannst du auch das AM2 Pro mit der Trocknen Funktion nutzen.
8. Plane zusätzliche Kosten ein
Der Drucker ist nur ein Teil der Investition. Zubehör wie Trockner, Werkzeuge, Trockenmittel, Aufbewahrungsboxen und Ordnungssysteme summieren sich schnell. Zudem führt häufiges Drucken zu einem hohen Filamentverbrauch.
9. 1 kg Filament ist schneller weg als gedacht
Große oder sich wiederholende Drucke (z. B. Gridfinity-Boxen) leeren die Spulen ruckzuck.
- Wenn Mengenrabatte angeboten werden, kauf direkt mehrere Spulen der Farben, die du wirklich oft nutzt.
- Vermeide es, unzählige Farben „nur zum Ausprobieren“ zu kaufen.
10. Plane Platz für die Lagerung ein
Du wirst Platz brauchen für:
- Werkzeug
- Filamentspulen
- Einen Filament-Trockner
- Fertige Drucke
- Unfertige Experimente
Je mehr Spaß das Hobby macht, desto schneller schwindet der verfügbare Platz.
11. Poop Chute + Poop Deflector
Drucker, die überschüssiges Material auswerfen („Poop“), profitieren von beidem:
- Einem Auffangbehälter (Chute)
- Einem Abweiser (Deflector)
Beides zusammen reduziert die Menge an Plastikresten auf deinem Boden oder Tisch drastisch.
12. Blender ist nicht ideal für funktionales CAD
Während Blender exzellent für künstlerische Modelle ist, ist es ineffizient für parametrisches, maßgetreues Design.
Besser geeignete Alternativen:
- Tinkercad
- Onshape
- Shapr3D
- Fusion 360
Diese Tools ermöglichen es dir, Maße und Abhängigkeiten einfach anzupassen, ohne das gesamte Modell neu entwerfen zu müssen.
13. Selbst pflegeleichte Drucker brauchen Wartung
„Set it and forget it“ (einstellen und vergessen) ist ein Mythos.
Zu erwartende Wartungsaufgaben sind:
- Schmieren der Y-Achse (je nach Nutzung)
- Fehlerbehebung bei verheddertem Filament oder Extrusionsproblemen
- Überwachen von Düsenverstopfungen (Clogs)
- Gelegentliche Kalibrierung
Andere Marken erfordern eventuell manuelles Leveling des Betts, Flusskalibrierung und regelmäßigeres Nachjustieren.
Fazit
Moderner 3D-Druck ist heute viel zugänglicher als noch vor zehn Jahren, erfordert aber immer noch sorgfältige Handhabung, Wartung und realistische Erwartungen. Wenn du die oben genannten Praktiken befolgst, reduzierst du Fehldrucke, schonst dein Equipment und hast insgesamt mehr Freude an den Ergebnissen.
Trockengel - Silikat Gel - Silica Gel
Kieselgelperlen die ich verwende:
Silica Gel Orange (Green), 1kg or 10kg, shipping via BOL.com https://silica-gel-shop.nl/product/silica-gel-orange-3-5mm-1-10kg/
ISOLATECH Silica Gel regenerierbar Trockenmittel auch als Filament Trockner geeignet orange 1kg Beutel Silicagel Kugeln als Kieselgel Silikagel Entfeuchter https://www.amazon.de/dp/B0DJQWXVK7/
Silica Gel White 3-5mm, 1kg or 10kg https://silica-gel-shop.nl/product/silica-gel-wit-3-5mm-1-10kg/
Zwei Arten von Kieselgel: Orange und Blau
Orange anzeigendes Kieselgel-Trocknungsmittel

Orange indicating silica gel erscheint orange oder gelb, wenn es trocken ist, und wechselt zu grün, da das Trockenmittel zunehmend mit Feuchtigkeit gesättigt wird (bis zu etwa 15 Gewichtsprozent).
Darüber hinaus ist orangefarbenes Kieselgel ein ungiftiges, umweltfreundliches Trockenmittel, das die Bedürfnisse umweltbewusster Unternehmen erfüllt. Dieses orangefarbene Kieselgel kann in vielen Anwendungen verwendet werden, bei denen die visuelle Kontrolle der Feuchtigkeit erforderlich ist, z. B. in Drucklufttrocknern, Atemschutzmaschinen und zum Schutz von nicht verbrauchbaren verpackten Waren sowie zum Trocknen und Aufbewahren von Blumen und Samen. Allerdings sollte orangefarbenes Kieselgel nicht in direktem Kontakt mit Produkten verwendet werden, die für den Verzehr bestimmt sind, wie Lebensmittel und Arzneimittel.
**Verwende 'Orange Silica Beads' oder 'White Silica Beads'!**
Blaues Kiselgel-Trocknungsmittel vermeiden
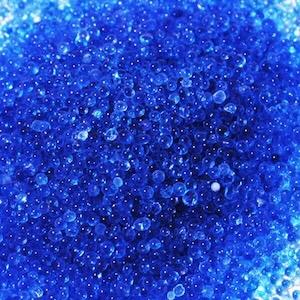
Blue indicating silica gel ist eine Perle oder ein Granulat, das mit einer Konzentration von Kobaltchlorid (einem Schwermetallsalz) gewaschen wurde. Das Kobaltchlorid hat eine tiefblaue Farbe, wenn es trocken ist und von blau zu rosa übergeht, wenn das Trockenmittel gesättigt wird.
Blaues Kieselgel kann in vielen der gleichen Anwendungen wie orangefarbenes Kieselgel verwendet werden; aufgrund der Zugabe des Feuchtigkeitsindikators (Kobaltchlorid) sollte blaues Kieselgel jedoch nicht in direktem Kontakt mit Produkten verwendet werden, die für den Verzehr bestimmt sind, wie Lebensmittel oder Arzneimittel.
Warum orange farbendes Silikate verwendet werden sollte
1998 verbot die Europäische Union den Verkauf von Blue Indicating Silica Gel auf europäischen Märkten, da es Cobaltchlorid, ein bekanntes menschliches Toxin, enthält. Alternativ entspricht orangefarbenes Kieselsäuregel, das in einer Vielzahl der gleichen Industrien und Anwendungen verwendet wird, wie z. B. Transformatorentlüftungen und Drucklufttrockner, den Anforderungen der Europäischen Union für feuchtigkeitsanzeigende Trockenmittel. Neben der Einhaltung der EU-Anforderungen hat das orangefarbene Indikations-Kieselgel von AGM auch eine hohe Adsorptionskapazität und entfernt Feuchtigkeit bei Temperaturen von bis zu 150° F (65°C). Es wird jedoch am besten bei Raumtemperatur (70-90° F /21-32°C) verwendet.
Auswahl der richtigen Druckausrichtung für stärkere FDM-Teile
Druckorientierung ist einer der einflussreichsten, aber oft unterschätzten Faktoren im Fused Deposition Modeling (FDM). Die Ausrichtung beeinflusst Festigkeit, Optik, Maßhaltigkeit, den Bedarf an Stützstrukturen und letztlich, wie gut ein Bauteil unter realer Belastung abschneidet.
Dieser Eintrag fasst die Kernprinzipien zusammen, gestützt durch Zugtests und Praxisbeispiele.
1. Warum die Orientierung wichtig ist
FDM-Bauteile sind anisotrop. Sie sind entlang der gedruckten Schichten am stärksten und zwischen den Schichten am schwächsten, da dort die Haftung begrenzt ist. Die mechanische Festigkeit kann je nach Ausrichtung des Teils während des Drucks um mehr als 50 % variieren.
Beispielhafte Testergebnisse (PLA, 0,2 mm Schichthöhe):
- Flach gedruckt (Schichten parallel zur Last): ~63 MPa
- Aufrecht gedruckt (Schichten senkrecht zur Last): ~31 MPa
Dieser Unterschied beeinflusst direkt die Langlebigkeit des Bauteils, insbesondere bei Biegung, Stoßbelastung oder dauerhafter Beanspruchung.
2. Gängige Ausrichtungen
Flach auf dem Druckbett
- Beste Haftung
- Geringstes Risiko für Fehldrucke
- Erfordert meist die meisten Stützstrukturen
- Schwach quer zu den Schichtlinien an Stellen mit hoher Belastung
Aufrecht stehend
- Saubere Geometrie
- Oft ohne Stützstrukturen druckbar
- Schwächste Ausrichtung für reale Belastungen
Seitlich liegend
- Oft ein guter Kompromiss
- Platziert Schichtlinien parallel zu den einwirkenden Kräften
- Kann je nach Material (ABS, Nylon) zu Warping neigen
Es gibt selten die eine „richtige“ Orientierung. Ziel ist es vielmehr, die stärkste Achse des Drucks mit dem erwarteten Lastpfad in Einklang zu bringen.
3. Angewinkelter Druck (30°–60°)
Wenn keine Ausrichtung eine gleichmäßige Festigkeit bietet, kann das Anwinkeln des Bauteils die Kräfte ausgleichen.
Zugtests zeigen:
- 30°: ~44 MPa
- 45°: ~40 MPa
- 60°: ~36 MPa
Eine abgewinkelte Orientierung verbessert die Schichthaftung im Vergleich zum rein vertikalen Druck und vermeidet dessen extreme Schwachstellen.
Eine gute allgemeine Strategie:
- Ziele auf ~45° ab, wenn du es mit einer bekannten Schwachstelle in der Schichthaftung zu tun hast.
4. Praktische Herausforderungen beim angewinkelten Druck
Eine angewinkelte Orientierung bedeutet oft:
- Minimale Kontaktfläche zum Druckbett
- Risiko, dass sich das Bauteil von den Stützen löst (Warping)
- Komplexere Stützstrukturen
Methoden zur Stabilisierung angewinkelter Teile:
- Schneide eine kleine Ecke ab, um eine flache Referenzfläche zu schaffen.
- Nutze einen Brim für zusätzlichen Halt auf dem Bett.
- Verwende stabilere Stützen (engerer XY-Abstand), wenn Verformungen (Curling) zu erwarten sind.
- Gestalte optional eigene Support-Blöcke.
5. Auswirkungen auf die Oberflächenqualität
Die Orientierung beeinflusst die Optik ebenso stark wie die Festigkeit.
Textur von Oberseite / Unterseite / Außenwänden
Bei flachem Druck:
- Unterseite: glatt
- Oberseite: matt
- Seiten: durch Außenwände (Perimeter) liniert
Bei angewinkeltem Druck:
- Alle sichtbaren Flächen werden zu Perimeter-Oberflächen.
- Organische Formen und Reliefs (z. B. Berge) wirken deutlich glatter.
- Der Treppeneffekt (Stair-stepping) an Schrägen wird reduziert.
- Schrumpfungslinien (z. B. die Decklinie beim 3DBenchy) verschwinden oft.
Das Kippen eines Teils kann die Ästhetik der Oberfläche drastisch verbessern.
6. Orientierung und reale Belastungen
Beispiel: Staubsaugeradapter
-
Flacher Druck → sauber, aber schwach in der falschen Richtung.
-
Aufrecht gedruckt → keine Stützen, aber die Schichten liegen direkt in der Bruchzone.
-
45°-Orientierung → optimaler Kompromiss.
- ca. 30 % stärker.
- Schichtlinien vermeiden Stresskonzentrationen.
- Langlebig bei dauerhaftem Gebrauch.
7. Keine perfekte Orientierung für komplexe Formen
Manche Geometrien (z. B. Eckwinkel) werden immer folgende Merkmale aufweisen:
- Eine starke Richtung.
- Eine schwache Richtung.
- Eine schwierige Orientierung für die Druckbarkeit.
In solchen Fällen:
- Nutze angewinkelten Druck.
- Verstärke die Geometrie.
- Passe das Design an, um die Belastung auf die Schichtlinien zu reduzieren.
8. Fortgeschrittener Trick: Split-and-Fold (Trennen und Falten)
Bei Bauteilen mit Haken, Clips oder Auskragungen sind Orientierungsprobleme manchmal unvermeidbar. Eine hocheffektive Designstrategie ist:
Drucke das Teil in zwei Hälften, die durch ein dünnes „Brückenscharnier“ verbunden sind.
Schritte:
- Teile das Bauteil entlang einer Mittelebene.
- Füge eine dünne, flexible Brücke hinzu, die beide Hälften verbindet.
- Drucke das Stück flach, sodass die gesamte Festigkeit entlang der Schichten liegt.
- Nach dem Druck falte die beiden Hälften an der Brücke zusammen.
- Die gefaltete Verbindung wird nach dem Zusammenbau extrem stabil.
Diese Methode:
- Maximiert die Festigkeit.
- Minimiert Stützstrukturen.
- Garantiert die ideale Schichtorientierung.
- Funktioniert besonders gut für Clips und Montagelaschen.
Viele modulare Ordnungssysteme nutzen diese Technik, um hohe Haltbarkeit aus einfachen FDM-Drucken herauszuholen.
9. Wichtige Prinzipien zum Merken
- Richte die starke Achse (entlang der Schichten) nach der erwarteten Last aus.
- Vermeide Spannungskonzentrationen senkrecht zu den Schichten.
- Winkel zwischen 30° und 60° können die ausgewogene Festigkeit deutlich verbessern.
- Die Oberflächenqualität verbessert sich oft beim Druck im Winkel.
- Komplexe Teile erfordern manchmal Designanpassungen, nicht nur Änderungen der Orientierung.
- Das Aufteilen von Teilen mit einer faltbaren Brücke kann jede einteilige Orientierung übertreffen.
10. Zusammenfassung
Die korrekte Orientierung kann einen Druck von einem Deko-Objekt in ein voll funktionsfähiges Bauteil verwandeln. Durch Berücksichtigung von Lasten, Ästhetik und Support-Bedarf können sowohl mechanische als auch visuelle Ergebnisse drastisch verbessert werden. Wenn die Orientierung allein das Problem nicht löst, bieten kleine Designanpassungen – insbesondere Split-and-Fold-Techniken – extrem starke und effiziente Alternativen.
Wie man Kieselgel (Silica gel) / Kieselsäuretrocknungsmittel (silica desiccants) trocknet
Einleitung
Silica-Gel-Beutel (Kieselgel), die man häufig in Elektronikverpackungen oder bei 3D-Druck-Filamentrollen findet, dienen dazu, Feuchtigkeit zu absorbieren und Materialien trocken zu halten. Dieser Artikel untersucht ihre Wirksamkeit beim Trocknen von 3D-Druck-Filament auf Basis von Tests und Beobachtungen. Er behandelt verschiedene Arten von Trockenmitteln, verbreitete Irrtümer, Regenerationsmethoden und praktische Tipps für Anwender im Bereich 3D-Druck.
TL;DR:
- Vermeide es, unregenerierte Trockenmittelbeutel in trockene Filament-Lagerboxen zu legen, da sie Feuchtigkeit abgeben und die Luftfeuchtigkeit sogar erhöhen können.
- Regeneriere Trockenmittel bei 100-120 °C in der Mikrowelle (Auftaumodus, 5-Minuten-Zyklen mit Abkühlpausen), im Ofen, im Filamenttrockner oder auf dem Heizbett des Druckers; die Mikrowelle ist für kleine Mengen am schnellsten und energieeffizientesten.
- Bevorzuge Bentonit (Trockenmittel auf Tonbasis) für bessere Nachhaltigkeit und Leistung bei niedriger Luftfeuchtigkeit; vermeide blaues Indikator-Silica-Gel aufgrund seiner Toxizität.
- Verwende 10-20 Gramm Trockenmittel pro Filamentrolle; überwache die Lagerung mit einem Hygrometer und strebe eine Luftfeuchtigkeit von unter 25 % an.
- Achte während der Regeneration auf ausreichende Belüftung, um Kondenswasserschäden zu vermeiden; wiege die Beutel oder prüfe sie haptisch, um den Erfolg der Trocknung sicherzustellen.
- Lagere regenerierte Trockenmittel luftdicht; regeneriere sie regelmäßig für optimale Druckergebnisse und weniger Druckprobleme.
Arten von Trockenmitteln
Trockenmittel (Desikkanten) sind Materialien, die Feuchtigkeit aus der Luft aufnehmen. Die am weitesten verbreitete Art ist Silica-Gel, eine poröse Form von Siliziumdioxid, die bis zu 40 % ihres Eigengewichts an Wasser aufnehmen kann. Silica-Gel-Beutel enthalten meist kleine, glasartige Kugeln in einem atmungsaktiven Vlies, das oft aus Kunststofffasern besteht, sich aber wie Papier anfühlt.
Eine aufstrebende Alternative ist Bentonit, ein Trockenmittel auf Tonbasis, das sich körnig wie Sand anfühlt. Bentonit absorbiert etwa 25 % weniger Feuchtigkeit als Silica-Gel, erbringt jedoch in Umgebungen mit sehr niedriger Luftfeuchtigkeit (0-30 % relative Feuchte) eine bessere Leistung – ideal für die Filamentlagerung. Es ist umweltfreundlicher, verbraucht in der Herstellung weniger Energie und ist ungiftig. Einige Filamenthersteller stellen aufgrund der Nachhaltigkeit und der geringeren Kosten bereits auf Bentonit um.
Beide Arten sind in ihrer Grundform ungiftig, wobei die Warnhinweise auf den Verpackungen meist eher auf Erstickungsgefahren als auf chemische Risiken hinweisen.
Indikator-Trockenmittel
Standard-Trockenmittel zeigen nicht sichtbar an, wann sie gesättigt sind. Indikator-Trockenmittel ändern bei Feuchtigkeitsaufnahme ihre Farbe. Gängige Varianten sind:
- Blaues Silica-Gel: Färbt sich bei Feuchtigkeit rosa. Es enthält Kobaltchlorid, welches giftig, potenziell krebserregend und allergieauslösend ist. Es wird nicht empfohlen und ist in einigen Regionen (wie Deutschland) eingeschränkt.
- Oranges Silica-Gel: Färbt sich bei Feuchtigkeit dunkelgrün. Es verwendet Methylviolett, was etwas sicherer ist, laut Sicherheitsdatenblättern aber dennoch vorsichtige Handhabung erfordert.
Bei farblosem Silica-Gel können Nutzer eine kleine Menge Indikator-Perlen beimischen, um den Sättigungsgrad zu schätzen, oder ein Hygrometer nutzen, um die Luftfeuchtigkeit unter 25 % zu halten.
Tests mit Beilagen aus Filamentpackungen
Trockenmittelbeutel in neuen Filamentrollen sind oft schon gesättigt, da Feuchtigkeit im Laufe der Zeit durch die Kunststoffverpackung diffundiert. Tests mit sechs neuen Rollen zeigten unterschiedliche Beutelgrößen von 0,5 bis über 10 Gramm. Bei einer Belastung mit hoher Luftfeuchtigkeit (90 %) nahmen die meisten weniger als 10 % zusätzliches Gewicht auf, was auf eine vorherige Sättigung hindeutet.
Beutel aus Mylar-Verpackungen (aluminiumbeschichtet) schnitten besser ab und nahmen 24 % mehr Gewicht auf, da Mylar Feuchtigkeit effektiv abblockt. Eine Regeneration im Ofen bei 110 °C bestätigte, dass Standardbeutel während der Lagerung bereits signifikante Mengen Feuchtigkeit aufgenommen hatten, während Mylar-geschützte Beutel effektiv blieben.
Das Hinzufügen gesättigter Trockenmittel zu trockener Filamentlagerung kann Feuchtigkeit freisetzen und die Luftfeuchtigkeit erhöhen. Beispielsweise steigerte ein gebrauchter Beutel in einer Box mit frisch getrocknetem Filament die Feuchtigkeit von 16 % auf 35 %, da Trockenmittel mit ihrer Umgebung ins Gleichgewicht streben und in trockenerer Luft Wasser abgeben.
Regeneration von Trockenmitteln
Trockenmittel sind wiederverwendbar, wenn sie durch Erhitzen regeneriert werden, um die absorbierte Feuchtigkeit freizusetzen. Empfohlene Temperaturen liegen bei 100-120 °C; höhere Werte bergen Risiken. Bentonit kann auf ähnliche Weise regeneriert werden.
Vier Methoden wurden mit 20-Gramm-Beuteln (gesättigt bei 50 % Luftfeuchtigkeit) getestet:
Ofen-Methode
Ein modifizierter Minibackofen bei 110 °C war am effektivsten und reduzierte das Gewicht in zwei Stunden bei Silica-Gel um 23 % und bei Bentonit um 15 %. Er bietet eine präzise Temperaturkontrolle und ermöglicht eine sanfte Feuchtigkeitsabgabe. Belüftung ist wichtig, um Kondensation und mögliche Schäden an der Elektronik zu vermeiden.
Mikrowellen-Methode
Im Auftaumodus (geringe Leistung, ca. 40 % effektiver Output) trockneten 20 Gramm in 20 Minuten (5-Minuten-Zyklen mit Abkühlpausen), wobei ein Gewichtsverlust von 22 % erreicht wurde. Für größere Mengen (200 Gramm) waren mehrere Zyklen (insgesamt 40 Minuten) nötig. Diese Methode ist energieeffizient (0,14 kWh), birgt aber das Risiko der Überhitzung; die Temperatur muss überwacht werden, um das Schmelzen der Beutel oder das Platzen der Perlen zu verhindern. Vermeide volle Leistung, da dies zu Explosionen oder Bränden führen kann.
Filamenttrockner-Methode
Ein auf 65 °C eingestellter Trockner (mit Hotspots bis zu 100 °C) reduzierte das Gewicht in vier Stunden um 20 % bei einem Durchschnittsverbrauch von 60 W. Dies ist langsamer, aber für kleine Mengen geeignet; Luftzirkulation muss gewährleistet sein.
Drucker-Heizbett-Methode
Ein Bambu Lab X1 Heizbett bei 90 °C trocknete Beutel in zwei Stunden (20 % Gewichtsverlust) bei 88 W Verbrauch. Dies ist praktisch für Druckerbesitzer, erfordert aber ebenfalls Belüftung.
Mikrowellen- und Ofenmethoden funktionierten sowohl für loses als auch verpacktes Trockenmittel, wobei Beutel aus weniger atmungsaktivem Stoff langsamer trockneten. Bentonit-Beutel überhitzten leicht, was ein Schmelzrisiko darstellte.
Mögliche Probleme und Best Practices
- Überhitzung über 120 °C kann Farbindikatoren zerstören oder Perlen sprengen, was die Wirksamkeit mindert.
- Der Energieverbrauch variiert: Die Mikrowelle ist am effizientsten für kleine Mengen; Öfen eignen sich für größere Chargen.
- Nutze Hygrometer oder Waagen für genaue Ergebnisse, da Indikatoren ihre Farbe vorzeitig ändern können.
- Lagere regenerierte Trockenmittel in luftdichten Behältern, um sie trocken zu halten.
- Verwende für die Filamentlagerung 10-20 Gramm Trockenmittel pro Rolle PLA/PETG/ABS (die etwa 5 Gramm Feuchtigkeit aufnehmen) und mehr für Nylon (bis zu 30 Gramm pro Kilo).
Das Regenerieren gesammelter Beutel macht sie nützlich, vermeidet Abfall und stellt trockenes Filament sicher, um Druckfehler zu vermeiden.
Clever 3D-Generator for 3D-Printing
Makerworld
Der Makerworld-Nutzer Koolm https://makerworld.com/en/@koolm hat eine Vielzahl verschiedener 3D-Generatoren erstellt.
- Schrauben-Generator https://makerworld.com/en/models/1055250-screw-generator-parametric-screws-nuts-washer
- Stempel-Ersteller https://makerworld.com/en/models/1037541-stamp-maker-customizable-stamps
- Lager-Generator https://makerworld.com/en/models/1083205-bearing-generator-parametric-ball-bearings
Vom Nutzer ZiMADE https://makerworld.com/en/@user_993260432
- Anpassbare Scharniere (Print-in-Place) https://makerworld.com/en/models/1663172-hinges-fully-customizable-print-in-place.
Vom Nutzer ostat
- Parametrische Staubsaugerschlauch-Adapter https://makerworld.com/en/models/481868-parametric-vacuum-hose-connector
Ebenfalls interessant ist die OpenSCAD Makers Gruppe: https://makerworld.com/en/collections/4823466-openscad-makers
MakerCase https://www.makercase.com/
MakerCase ist eine webbasierte Anwendung zum Entwerfen von Boxen und Projektgehäusen für Lasercutter, CNC-Fräsen und 3D-Drucker.
MakerCase läuft im Webbrowser und generiert automatisch Schnittpläne basierend auf Nutzerspezifikationen. Anwender geben die gewünschten Boxmaße sowie die Materialstärke ein, und MakerCase erstellt ein interaktives dreidimensionales Modell, das frei rotiert und inspiziert werden kann. MakerCase unterstützt eine Vielzahl von Box-Stilen, darunter einfache Boxen, Boxen mit Scharnieren, Schiebedeckel-Boxen, Polygon-Boxen und 3D-gedruckte Boxen. Nutzer können ihre Designs mit flachen Kanten, Fingerzinken oder T-Nut-Verbindungen für verschraubte Baugruppen anpassen. Boxen können offen oder geschlossen konfiguriert werden, und das Innere kann Raster-Einteilungen oder individuelle Trennwand-Layouts enthalten. MakerCase unterstützt zudem Kerf-Bending-Techniken (Biegeschnitte) zur Erstellung gebogener Formen. Wenn das Design fertiggestellt ist, generiert MakerCase einen SVG- oder DXF-Schnittplan für Lasercutter oder CNC-Fräsen. MakerCase beinhaltet eine Schnittspalt-Kompensation (Kerf) für die Breite des Laserstrahls sowie „Dogbone“-Eckaussparungen für das CNC-Fräsen.
Boxes.py https://boxes.hackerspace-bamberg.de/
Alternative https://florianfesti.github.io/boxes/html/generators.html
Erstelle Boxen und mehr mit dem Lasercutter!
Boxes.py ist ein in Python geschriebener Open-Source-Box-Generator. Er bietet sowohl fertige parametrisierte Generatoren als auch eine Python-API zum Schreiben eigener Entwürfe. Er beherrscht Finger- und (flache) Schwalbenschwanzverbindungen, Flex-Schnitte, Löcher und Schlitze für Schrauben, Scharniere, Zahnräder, Riemenscheiben und vieles mehr.
PS2 Enhancements
P2S Improvements
There are a lot of things you can do, to improve the functionality of your printer. By printing some quality of life things for example. Below are some of the models I consider to be good. Others like the BambuLab P2S Riser - AMS Flipper (tilt-able) and the AMS 2 Pro Dry Pods - Silica Containers have their own dedicated pages.
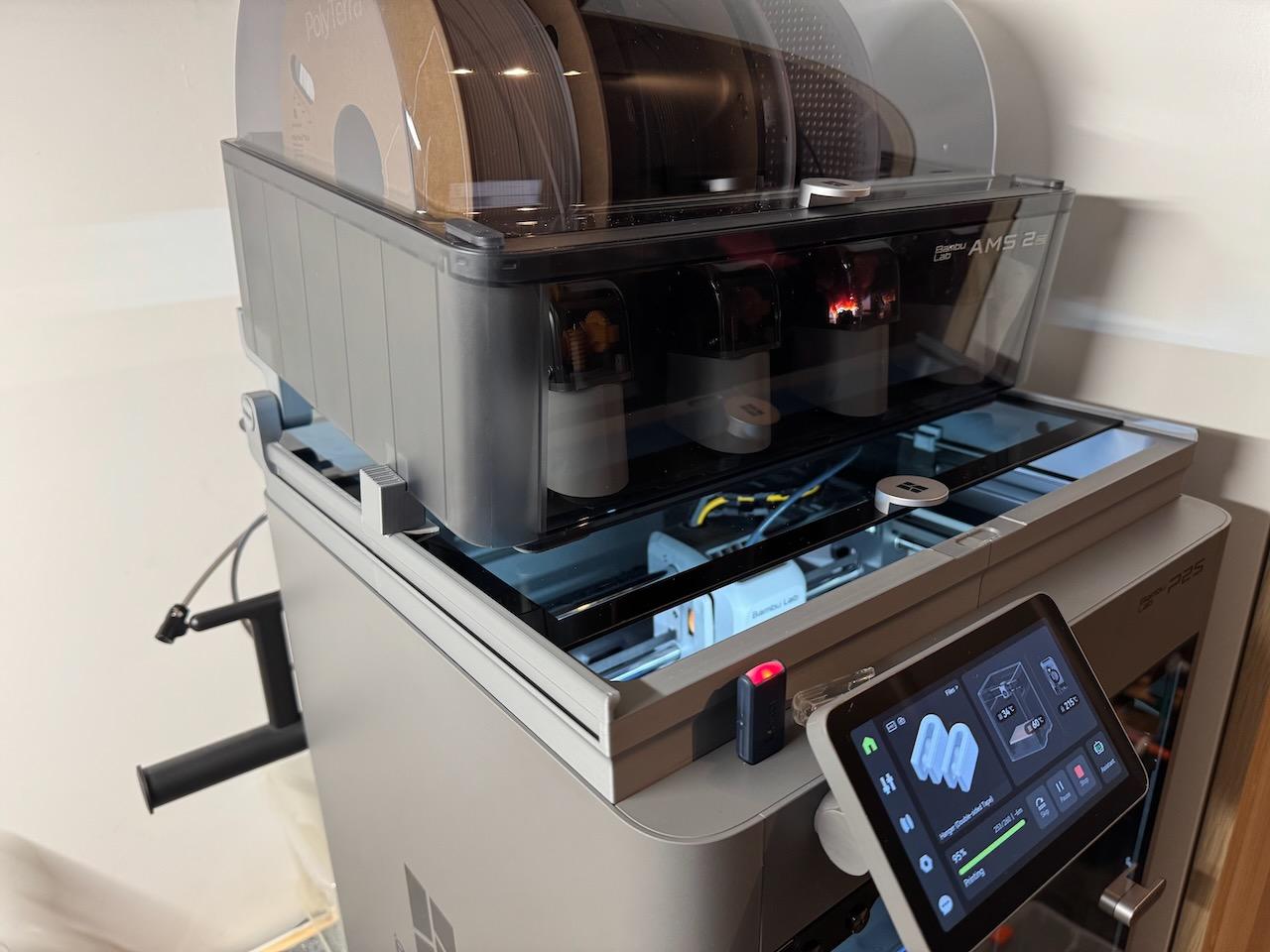
BambuLab P2S Riser - AMS Flipper (tilt-able)
Description
This version of my popular AMS Riser is completely redesigned and optimized exclusively for the Bambu Lab P2S printer.
Based on the proven V6 design for the P1 and X1 series, it retains all the core advantages while offering improved stability, smoother glass movement, and enhanced usability.
https://makerworld.com/en/models/1924371-p2s-riser-ams-flipper#profileId-2065087
ADDED A File which only includes the Clips with Fillets. So, better print those instead the original ones: Riser V6 P2S-Only Clips with Fillets.3mf
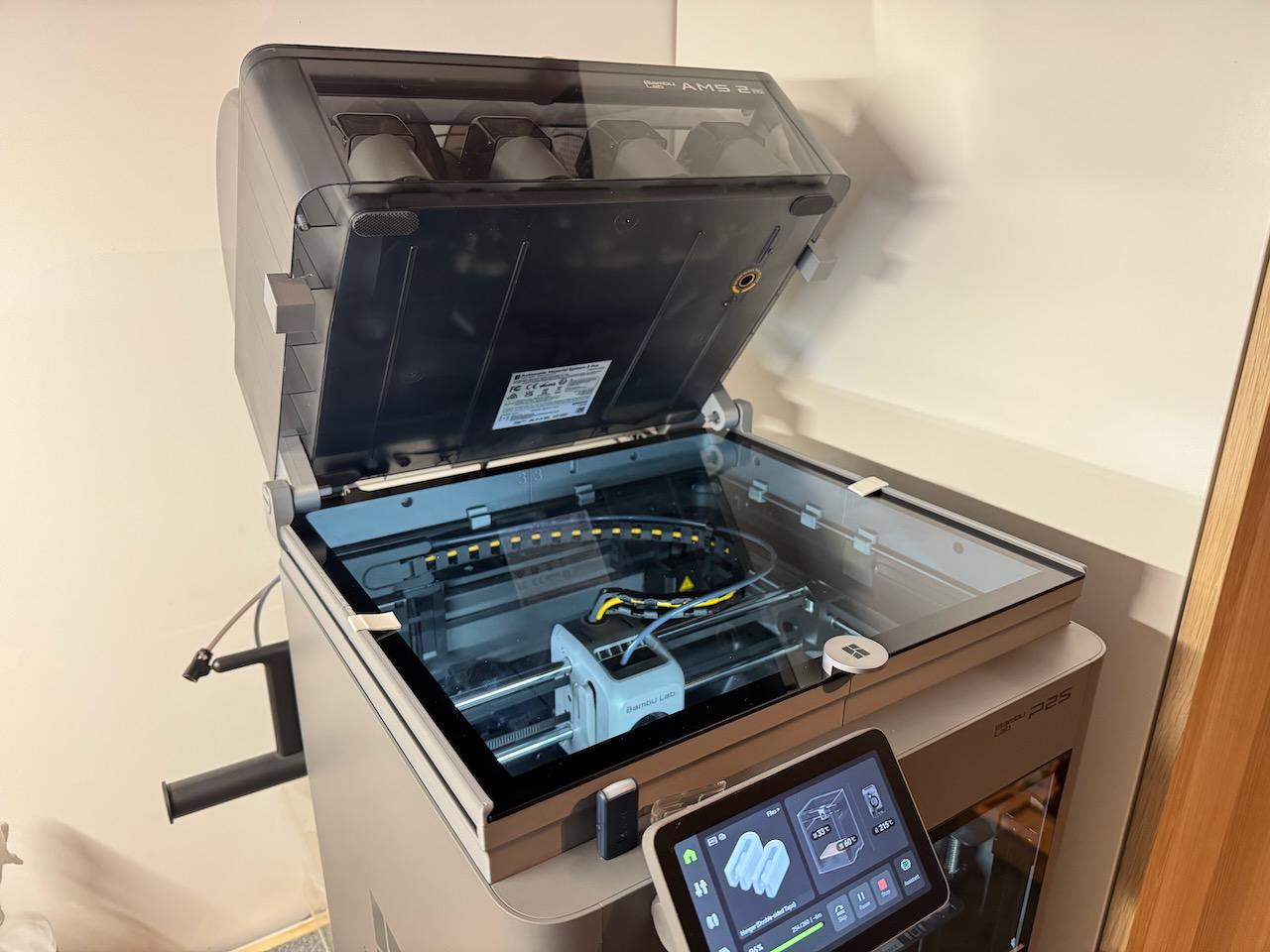
🔧 Key Features:
- Stable Tilt-Back Function: The AMS unit can be safely tilted backward, providing easy access to the inside of the printer for maintenance, cleaning, or adjustments.
- Improved Stability: Reinforced structure ensures better balance and a more secure tilt position.
- Smooth Glass Sliding: The glass cover glides smoothly forward and backward without obstruction.
Front slots are designed to perfectly align with the handle screws, allowing the glass to “lock” neatly in the closed position. - Accessory Compatibility: All side accessory mounts remain available for hex panels, IKEA Skadis panels, tool holders, and more.
💡 LED Lighting Recommendation:
A high-power LED strip is now included in the BOM for optimal illumination.
In the future, new LED add-ons will be released to enhance lighting customization based on user preferences.
🖨️ Print Recommendations:
- Material: PLA or PETG recommended (others possible)
- Infill: 15%
- Supports: Not required
- Precision: Tight tolerances — ensure your printer and filament are properly calibrated
- Print Bed: Keep the surface clean for best adhesion and accuracy
✨ Features Retained from Previous Versions:
✅ Dual-direction glass movement (forward and backward)
✅ Secure mounting with integrated frame clips
✅ Side grooves for accessories (hex panels, Skadis mounts, tool holders, etc.)
✅ Clean LED cable routing channel on the back side
✅ Optional stopper to limit glass movement
📎 Installation:
Follow the included instructions for proper mounting.
Frame clips are mandatory to securely attach the riser to the printer enclosure.
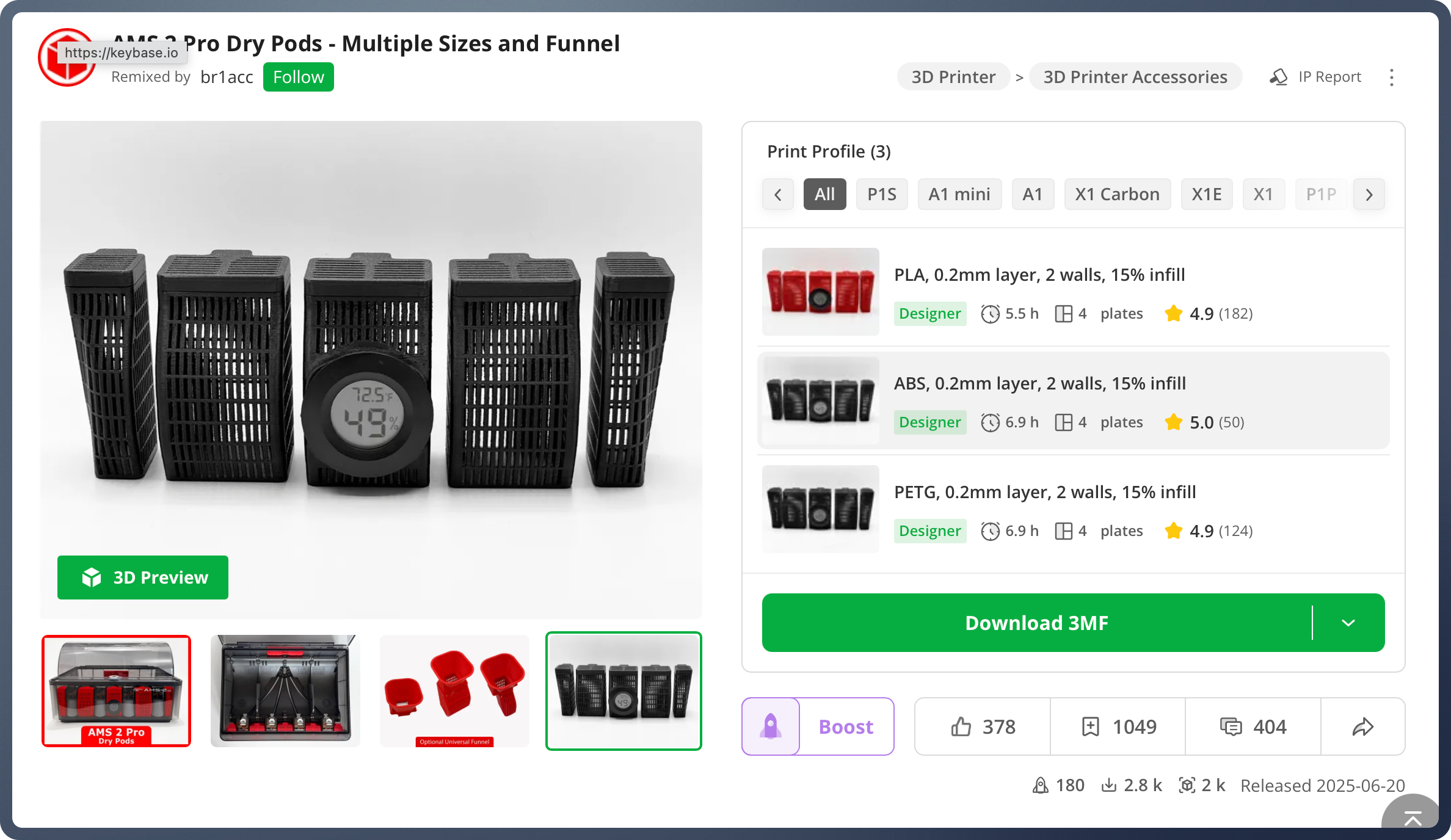
AMS 2 Pro Dry Pods - Silica Containers
AMS 2 Pro Dry Pods - Multiple Sizes and Funnel
AMS 2 Pro Rear Desiccant Box
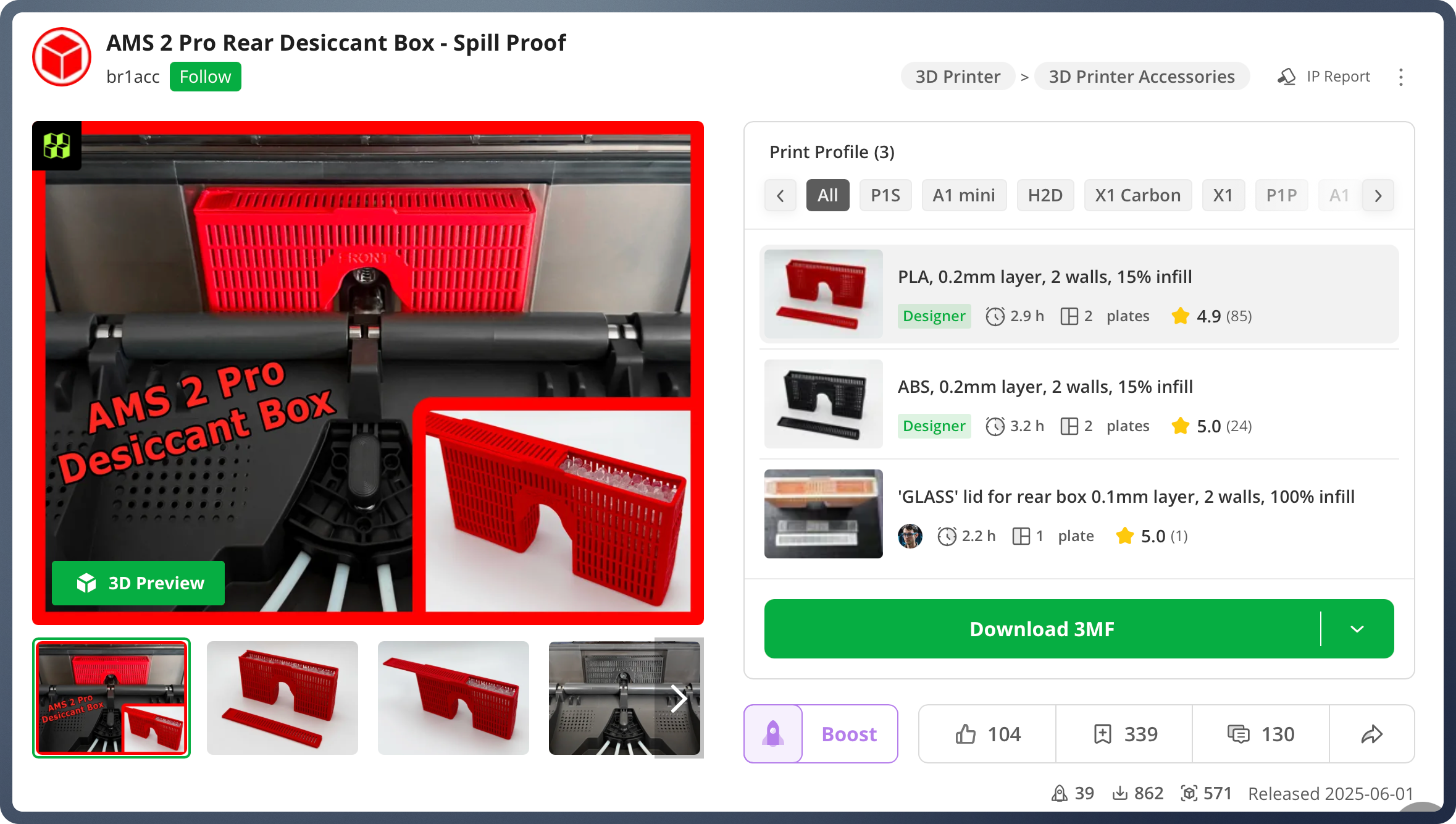
https://makerworld.com/en/models/1474287-ams-2-pro-rear-desiccant-box-spill-proof#profileId-1538496
Favorite Links into the Forum and the Wiki
Here is my collection of Links into the Forum and into the Wiki for easier access.
Wiki
- Printing tips for transparent PLA/PETG https://wiki.bambulab.com/en/knowledge-sharing/transparent-petg
Forum
Why the P2S only provides 2 options when it comes to selecting the filament in the printers menu:
Answer from Support via Email
[English translated by Copilot]
Dear Customer,Thank you very much for your feedback. Regarding your question about why you cannot select filament from alternative manufacturers on the P2S, we would like to explain the reasons and offer a solution.
Filament parameters depend heavily on the properties of the respective printer. Based on our tests and evaluations, filament parameters from older models cannot usually be directly applied to newer models. Therefore, for new models like the P2S, we are following a new strategy: We do not provide preset profiles for third-party filaments, but instead encourage external filament manufacturers or developers to submit parameters for the new models. We will review and validate these parameters, and once confirmed, they will be added in future software updates.
Therefore, the P2S currently only supports Bambu Lab’s own filament and the “Generic Filament” type. Whether and when profiles for filaments such as Sunlu, eSun, etc., will be added depends on if and when third-party providers or developers submit suitable parameters.
Your custom filament profiles created in Bambu Slicer for the A1 cannot currently be transferred directly to the P2S due to differences between the models. As a temporary solution, we recommend:
- Select the “Generic Filament” type on the P2S and manually adjust parameters such as temperature and flow rate.
- Please keep an eye on future software updates from Bambu Lab, as we will gradually expand support for additional third-party filaments.
Thank you again for your understanding and support! If you have any further questions, please feel free to contact us at any time.
Best regards,
Bambu Lab Customer Support
[/English translated by Copilot]
https://forum.bambulab.com/t/p2s-has-only-2-filament-options/204928/6
Print Cancelled, but why and by what?
This topic is about why prints canceled despite having enough filament, no model crash, no head crash, no spaghetti or whatsoever. It basically comes down to a BAD SD CARD on the P1S or bad medium to store log, files, Timelapse's etc.
Since I did not have any issues after I changed the stock SD Card, I think this is gone. But could also be eliminated via a firmware update. Did not checked on that one.
https://forum.bambulab.com/t/print-cancelled-but-why-and-by-what/118998
ASA Settings
I had good expereicen with Polymaker ASA. A slight less good with 3DJakes own ASA material. But, after drying and adapting my settings, both materials are now easy to print for me. This is what I learned.
ASA from 3D Jake
It needed some additional drying after I purchased it. And I had some trouble printing it, as I was using the wrong settings. Problems with overhangs, bed adhesion and so on. Nothing would work. But after a while and some frustration, I got it right.
ASA from Polymaker
This was easy from the beginning. Following the official temperatures and such, it was super easy to print. Don't know why I was having such a problem with the ASA from 3DJake but Polymers ASA black was a breeze.
They both smell a lot. So...
Requirements
- Enclosed printer with a filter is more or less mandatory. ASA smells really plastic'ish and just from smelling a little bit after opening the print door, caused some headaches. So handle it with care.
-
Good YouTube Channels to watch
The Next Layer
Welcome to The Next Layer, your go-to destination for all things 3D printing and "maker"! We are a community of enthusiasts who are passionate about creating and sharing our knowledge with others.
If you're a maker, tinkerer, or just someone who's interested in the latest 3D printing technology and trends, then you've come to the right place. Our channel features a wide range of content, from in-depth tutorials and reviews to behind-the-scenes looks at our own projects.
The Next Layer YouTube Channel
Gridfinity system expert with practical 3D printing & organization tutorials. Covers storage solutions, filaments, and printing techniques. Perfect for organized makers.
Mads Tech
This channel is a mixture of reviews, information and support on Drones, Radio Control and Tech. I try to provide content that help people make purchasing decisions and supports them with issues they may have. I also offer help and support across Facebook, RC Groups and other forums.
Crystal clear RC tutorials with pro production. Covers builds, repairs, troubleshooting & advanced techniques. Essential for all skill levels.
CNC Kitchen
Hi, I'm Stefan and I create educating and entertaining videos for you which feature 3D printing, CNC, CAD, Lasers, Arduino and much more tec stuff!
Scientific 3D printing channel with deep material testing, engineering analysis, and performance optimization. Data-driven insights for serious makers.
247 Printing
Hey, I am Albert! This channel is about 3D printing, 3D printers and more!
Hands-on 3D printing projects, custom builds, and practical maker content. Perfect for project inspiration and real-world printing applications.
Printing TPU on Bambu Lab P2S
Overview: This video provides a complete guide to printing TPU on the Bambu Lab P2S printer, including hardware setup, filament loading, drying requirements, custom profiles, and print results.
Mads Tech -Bambu Lab P2S & TPU - Everything You Need To Know!: https://www.youtube.com/watch?v=r4Qt5Yn1c6w
Hardware Setup & Limitations
- [00:01:01] AMS incompatibility: Standard TPU (Bambu TPU90/95 or third-party like Overture/Sainsmart) cannot use AMS or manual spool input
- [00:01:37] Direct feeding required: Bypass filament buffer - feed TPU directly into extruder (top) or printer back
- [00:02:24] PTFE tube modification: Replace stock tube with spare PTFE for top feeding
- [00:03:10] Spool holder solution: Use AMS lite, printed stand, or filament dryer due to awkward spool positioning
Filament Loading Process
- [00:03:38] Back feeding method (preferred): Push TPU through until it reaches extruder
- [00:03:50] Printer configuration:
Step Action 1 Select "External Spool" → "Generic TPU" 2 Choose color 3 Acknowledge TPU warnings 4 Load filament (apply gentle pressure until grabbed) - [00:04:23] Cold pull recommendation: Bambu suggests it for cleaning; creator rarely needs it
Critical TPU Preparation
- [00:05:07] TPU is highly hygroscopic - must dry before use
- [00:05:26] Moisture symptoms:
Problem Cause Stringing Wet TPU Surface bubbles Moisture in filament - [00:05:39] Even new TPU needs drying - don't assume it's dry
Printing Setup in Bambu Studio
- [00:06:02] Profile options:
Profile Type Notes Generic TPU Built-in, good starting point Bambu TPU For official filaments MADS TPU 95P2S Custom profile for Overture TPU (download available) - [00:07:17] Custom presets available: Tree supports & standard supports
- [00:07:49] Profile disclaimer: Custom profiles optimized for specific use case; Bambu defaults work well
Print Results & Quality
- [00:08:11] Demo print: DJI Osmo Nano case
- [00:08:18] Quality achieved:
Feature Result Surface finish Very clean, no bobbling Overhangs Tidy Support removal Easy, minimal residue Interface layers Clean - [00:09:07] P2S capability: Matches other Bambu printers for TPU quality
Pro Tips & Accessories
- [00:09:21] Bambu splitter upgrade: Allows multiple PTFE inputs for easier TPU swapping
- Download links: Custom TPU profiles in description
Conclusion
The Bambu Lab P2S prints TPU excellently with proper setup. Key takeaways: Direct feed (bypass AMS/buffer), always dry TPU, use appropriate profiles. Custom profiles available but Bambu defaults sufficient for most users.
Filaments Ordered
Polymaker
Elegoo
PLA+ Space Grey, 1,75 mm / 1000 g
- for 12 Euros on discount (November 2025) 3D Jake

Elegoo PLA+ Grey, 1,75 mm / 1000 g
- for 12 Euros on discount (November 2025) 3D Jake

3DJAKE TPU A95 Lichtgrijs, 1,75 mm / 750 g
- for 22 Euro on discount (November 2025) [3D Jake](https://www.3djake.nl/3djake/tpu-a95-lichtgrijs?sai=6471

Drying Solutions
Tisch und Aufbewahrung für 3D Drucker
IKEA Ingo wie er fertig aufgebaut aussieht.





#IKEA SAMLA AUfbewahrungsboxen